気まぐれANA旅!番外編!新宿から特急「あずさ」で甲府へ!
気まぐれANA旅!
番外編!新宿から特急「あずさ」で甲府へ!
今回は番外編として、特急シリーズ第三弾です。
都内から「特急わかしお」で勝浦へ行き、「特急踊り子」で下田へ行き、今回は「特急あずさ」で甲府へ行きます!
コロナ禍前からずっと行きたかった場所、ついに念願かなって行けました!
さて、甲府駅に着いたら、まずは地元のグルメをいただきます!
甲府の地元グルメと言えば「ほうとう」でしょうか?
昼からお鍋はきついので、「甲府鳥もつ煮」を食べたいと思います。
「甲府鳥もつ煮」と言えば、「奥藤本店」甲府駅前店さんにお邪魔したいと思います。

写真左です。
「奥藤本店」さんのホームページによりますと、「甲府鳥もつ煮」は戦後間もない昭和25年頃、当店で誕生しました。
まだ砂糖が貴重だった時代、甘辛いタレをまとった鳥もつ煮はお客様に大好評で、いつのまにか甲府一帯に広がり、そば店の定番料理となりました。
とのことで、やはり発祥の店のようですね。
写真の通り、新鮮な鳥のレバー、ハツ、砂肝、玉道(別名キンカン。生まれる前の卵)を鍋に入れ、砂糖と醤油だけで味付けする奥藤自慢の品です。
うなぎ蒲焼のタレのような甘辛い味が、ご飯のおかずや酒の肴にぴったりです。
味がしっかりしていて美味しかったです!
次に、写真右へ参ります!
こちらは、ちょうど駅の北側にある「サドヤ ワイナリー」さんです。
1917年創業の「サドヤワイナリー」さんはJR甲府駅から歩いて5分程度です。
当然のことながら、ショップで試飲を楽しむことができます。
しかし、目的は・・・
約700坪に及ぶ醸造場、貯蔵庫の地下ワインセラー、樽貯蔵庫、一升瓶貯蔵庫、貯蔵用タンク内部に設けた展示室など、ブドウ栽培、ワイン造りに関する展示を見て回れる見学ツアーです!
地下セラーの見学は有料、要予約ですが、もちろん行きます!

昔から使用している地下施設を丁寧に説明してもらえます。
あまりワインのことは詳しくないので、勉強になりました!
最後に、おススメのワインを試飲させていただき、満足度の高い午後のひと時でした!
さて、夕ご飯は・・・・
いろいろ調べた結果、こちらも駅前の焼き鳥屋さんに行くことにしました。
「寛酔」さんにお邪魔しました!

看板だけですが、どの串も美味しく頂きました。
最後の鳥スープ、美味しかったーーー!
そして、食事の後の定番となっているBAR巡りです。
今回は、「馬酔木」さんです。

古き良き時代を感じるBARでした!
温厚なマスターとおしゃべりしているうちに、えらい長居してしまいました。。。
また、いろいろと珍しいボトルの飲ませていただき、満足な甲府の夜を過ごせました!
ちなみに、「あしび」と読みます。
翌朝は快晴!
待ちに待った「白州蒸留所」へ向かいます。
今回、一瞬のチャンスで見学予約ができたのですが、現在は以下の通り休止中です。
【工場見学及びショップ営業休止について(2023年4月5日更新)】
白州蒸溜所は更なる白州の魅力をお伝えすべく、見学施設やレストラン等の改修工事を実施致します。
工場見学及び場内全施設は、2023年秋頃まで休止を予定しております。
なお、サントリー天然水南アルプス白州工場の工場見学も休止しております。
休止期間は変更になる場合がありますので、改めてこちらのホームページにてお知らせいたします。
ちなみに、過去の蒸留所見学については、以下の旅行日記が掲載されています!
余市蒸留所:気まぐれANA旅!今回はマッサンで人気の余市蒸留所へ
宮城峡蒸留所:気まぐれANA旅!マッサン第二弾 宮城峡蒸留所へ
山崎蒸留所:気まぐれANA旅!ジャパニーズウイスキーの聖地へ!
甲府からはJR中央本線で小淵沢まで約40分です。
ちなみに、あずさ直通ですと新宿から約2時間です。
小淵沢駅周辺で軽くお昼ごはんをいただいてから蒸留所に向かいます。
何しろ、蒸留所のショップは閉まっていますから。。。
駅前の「入船食堂」さんにお邪魔します。

写真の通り、とろろ蕎麦をいただきました。
お蕎麦がしっかりしていて濃厚なとろろとよく合いました!
これで、ウイスキーを飲む準備が整いました(笑)
駅前からシャトルバスで白州蒸留所へ向かいます。
(2023年秋頃まで工場見学および場内全施設を休止しておりますので、シャトルバスの運行もありません。ご注意ください。)
白州蒸留所へ向かうバスの中、新たな原酒を求めてこの地に最初に来た人の想いが目に浮かびます。
手つかずの自然、山、森、透き通った空気、素晴らしい水に出会えるに違いない、と。
山崎蒸溜所とは異なるタイプのモルトウイスキー原酒を求めて、良質でウイスキーの仕込みに最適な水を探し続けていた時に出会った白州の地。
日本で初めてウイスキーづくりを始めてからちょうど50年を迎えた1973年、サントリー第2のモルトウイスキー蒸溜所が白州蒸留所です。
長い年月をかけて、南アルプスの山々をくぐり抜けてきた地下天然水は、ほどよいミネラルを含むキレの良い軟水で、この水で仕込まれた原酒は軽快で穏やかな味わいを持ち、重厚で華やかな山崎の原酒とはタイプが異なります。
山崎と白州のボトルの色からもわかる通り、シェリー樽熟成とバーボン樽熟成の違いだけではない仕込み水の違い・・・
感慨深い。

「森の蒸留所」と言われる理由がわかります!
本当に綺麗な場所ですね。
白州を飲むと、なんだか森の香りがする錯覚に陥るのは、このイメージからでしょう。
森、木々の香りが素晴らしい、まさに森の蒸留所です。
さて、見学ツアーの集合場所に向かいます。
キルンが見えてきました!
特徴的なパゴタ屋根ですね。
![白州蒸溜所(はくしゅうじょうりゅうしょ)は、山梨県北杜市白州町鳥原(とりばら)地籍2913番地1にあるサントリーホールディングスのウイスキーの製造所である。サントリーウイスキー誕生50周年を記念して山崎蒸溜所に次ぐ同社二つ目の蒸溜所として1973年に設立された。敷地内には国産ミネラルウォーターのひとつサントリーフーズ(サントリー食品インターナショナル)が展開する「サントリー天然水 南アルプス」のボトリング工場が併設されている。別名も存在し、名称は『白州サントリーディスティラリー』。概要:1976年(昭和51年)撮影の白州蒸溜所付近の空中写真。画像下部を左から右に流れる、神宮川左岸に開けた扇状地上に立地している。2011年現在、施設は更に拡張している。同社のブレンデッド・ウイスキー用モルト原酒を産出するほか、シングル・モルト・ウイスキー「白州25年」及び「白州18年」、「白州12年」、「白州10年」を生産している。また2010年12月には新たにグレーンウイスキーの生産設備を導入し、2013年5月より本格稼働している[1]。ただしウイスキーのボトリング工場施設は同所にはなく出荷は樽のまま行われる。かつて、ピュアモルトウイスキー「北杜12年」を生産していたほか、梅酒をウイスキー用の樽に詰め熟成したものを生産したこともある。蒸留所の一部は見学コースとして開放されており、ウイスキーの製造工程とミネラルウォーターのボトリングの様子を見学ツアーにより無料で見ることができる。また、ウイスキー博物館が併設され、ウイスキーの歴史などを学ぶこともできる。水源地保護の観点から広大な森林を有していて、定期的に探鳥会を催している。ウイスキーの水割りを作る際に最も美味とされるものはウイスキーの仕込みに使った水を使用したもの、と見学コースで説明されているが、同蒸溜所産のシングルモルトウイスキー「白州」と「サントリー天然水 南アルプス」の組み合わせはこれに最も近く、かつ入手しやすい。(山崎蒸留所産のウイスキーと瓶詰めの水、の組み合わせも一応市販されているが、「瓶詰めの水」は手に入れにくいため)近年では、同工場周辺において地下水の水位低下、混濁や排水の泡問題が起きており、これを、同工場の採水に原因があるとして問題視する動きもある。シングルモルトウイスキー「白州」自体もサントリーホールディングスの傘下であるビーム サントリーを通じて世界各国でも販売されている。](img/712.png)
キルンとして使われているわけではなく、ウイスキー博物館としての建物です。
雰囲気があって良いですね!
ちなみに、「キルン(Kiln)」は「釜」や「炉」を意味する言葉です。
ウイスキーの蒸溜所におけるキルンとは、発芽した大麦を乾燥させるための設備のことで、「乾燥塔」とも呼ばれます。
キルンを外側から見ると、仏塔のような形の屋根があります。これが「パゴダ(pagoda=仏塔)」と呼ばれるもので、キルンの中に立ち込める煙や燻香が最上部のパゴダ屋根を抜けて、換気ができるようになっています。
本来、キルンの内部は釜のようになっていて、最下部にある炉でピート(泥炭・草灰)などの燃料を焚き、培燥床と呼ばれる網状の床に広げた大麦を熱風で燻しながら乾燥させることで麦芽(モルト)が作られます。
キルンは、自家製麦を行っている蒸溜所で使われており、自家製麦を行う蒸溜所はスコットランドでも少数派ですが、ハイランドパーク、スプリングバンク、バルヴェニー、ボウモア、ラフロイグ、キルホーマンなどの蒸留所では現役で稼働しています。

キルン上部には階段で上がることできますが、写真のように大自然を見ることができます。
それでは、見学ツアーの説明会が始まります!

写真左は、白州蒸溜所の仕込み槽です。
ウイスキーづくりの第一工程である「仕込」で大きな役割を果たします。
「仕込」では、原料の麦芽と水を混ぜ合わせてウイスキーのもととなる「麦汁」をつくるため、ウイスキーの味わいや品質に大きな影響を与えます!
そして、写真右は、白州蒸溜所の発酵槽です。
白州蒸溜所で使う発酵槽は木桶を使っています。
木桶は保温性が高く、発酵工程で乳酸菌や微生物が発酵を促すことで、特有の甘酸っぱい香りや酸味をもたらし、「白州」ならではの香りや味わいを生み出しています。
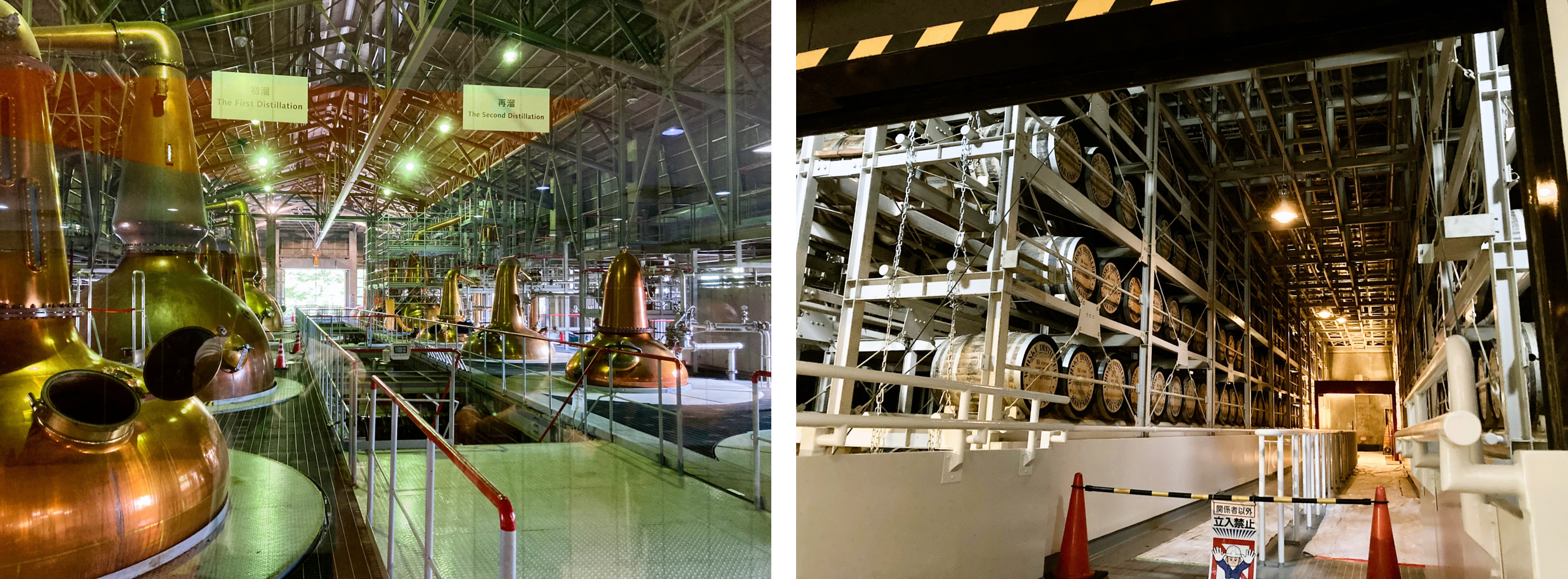
写真左は、白州蒸溜所のポットスチルです。
さまざまな形や大きさのポットスチルが16基あります。
大きさや形の違うポットスチルをこれほど設置しているウイスキーメーカーは、世界的にも稀です。
白州蒸溜所のポットスチルの形は大きく分けて「ストレート型」と「ランタン型」の2種類あります。
ご存じのように、蒸溜釜の肩口からネックにかけてまっすぐなのがストレート型で、力強い重厚なニューポットが生まれます。
一方、肩口からネックにかけて膨らみのあるものがランタン型で、クリーンでライトなタイプのニューポットが生まれます。
また、加熱方法は釜を直接加熱する「直火蒸溜」と、釜内部に設置したパイプに蒸気を通して加熱する「間接蒸溜」があります。
最近は間接蒸溜が主流となっていますが、白州蒸溜所では初溜を1,000℃以上の高温で加熱する直火蒸溜で行っていますので、すっきり軽快な原酒ができる間接蒸溜に比べると、香ばしく力強いタイプの原酒ができます。
写真右は、白州蒸溜所の貯蔵庫です。
先ほどのポットスチルで蒸留されたニューポットは、ブナ科の広葉樹「オーク」の木材からできた樽に詰めて、貯蔵庫で何年もの間「熟成」されます。
白州蒸溜所の貯蔵庫に足を踏み入れると、ウイスキー樽の中から揮発した、華やかなウイスキーの魅惑的な香りがします。
ちなみに、白州蒸溜所ではラック式の貯蔵庫ですので、同じ貯蔵庫内でも、樽の置かれた位置の高低差によって温度や湿度が異なり、樽ごとに個性が変わります。
さて、見学ツアーの最後の楽しみ、試飲会です。

製造工程見学の後は、ゲストルームでテイスティングタイムです!
シングルモルトウイスキー「白州」だけでなく、「白州」を構成する希少なモルト原酒を味わうことができます!
ホワイトオーク原酒、ライトリーピーテッド原酒、白州、白州(ハイボール用)など、貴重な原酒を堪能できます。

最後に、「森薫るハイボール」を作ります!
美味しいハイボールの作り方は、昔、山崎蒸留所で教えてもらったので完全マスターしております(笑)
そして、最後のお楽しみ!

白州モルト0年、白州18年、白州25年、山崎18年、山崎25年、響21年をいただきました!
ひと昔は、普通に酒屋さんに置いてあった今では貴重なウイスキーです。
ちなみに、久しぶりに飲みましたが、白州25年が一番美味しかったーーー!
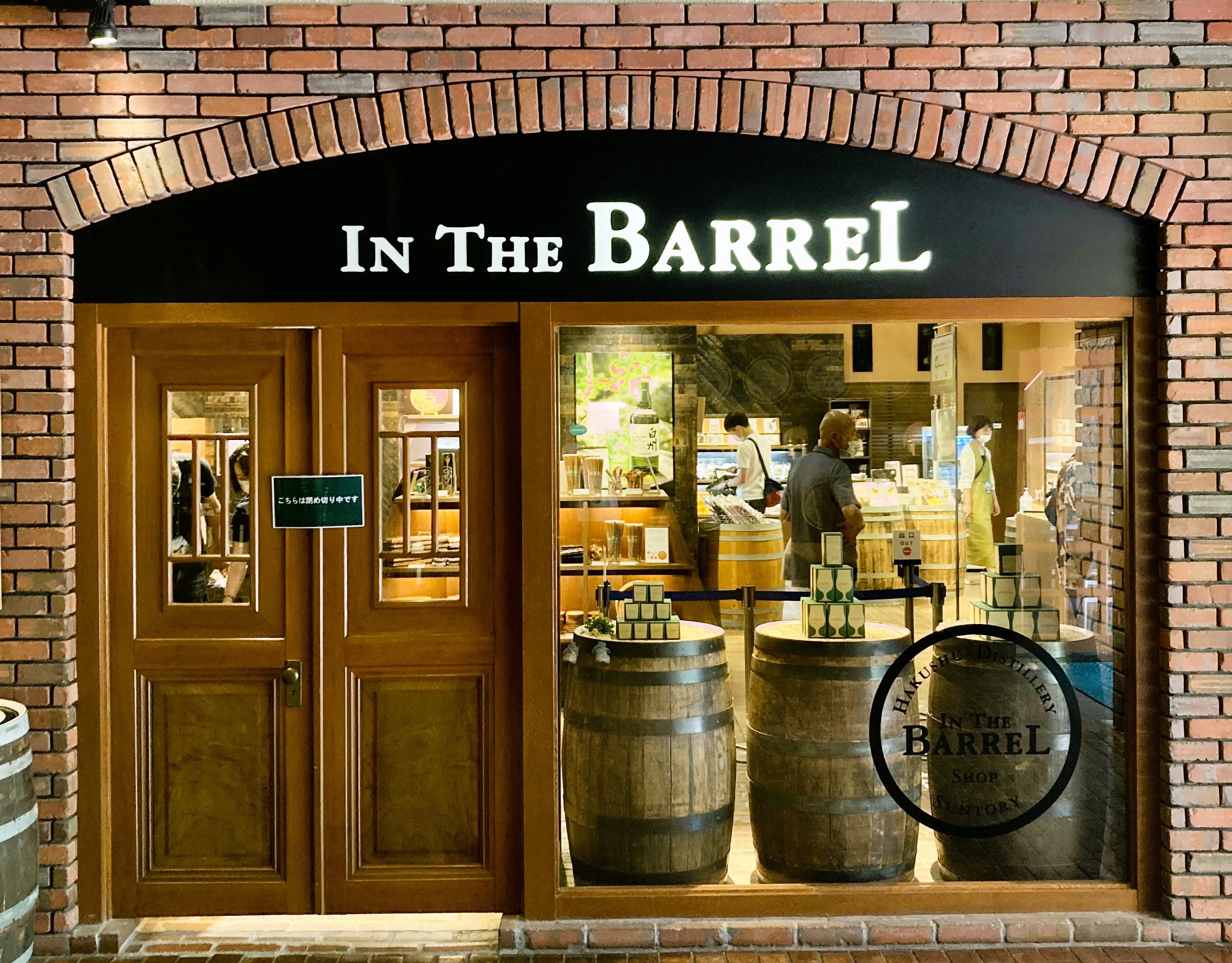
最後は、「IN THE BARREL(イン・ザ・バレル)」でお土産を買って帰路につきます。
下記の通り、これで有名な蒸留所4つは制覇しました!
余市蒸留所:気まぐれANA旅!今回はマッサンで人気の余市蒸留所へ
宮城峡蒸留所:気まぐれANA旅!マッサン第二弾 宮城峡蒸留所へ
山崎蒸留所:気まぐれANA旅!ジャパニーズウイスキーの聖地へ!
白州蒸留所:気まぐれANA旅!番外編!新宿から特急「あずさ」で甲府へ!
次は、国内で最近増えている小さな蒸留所を巡ろうかなぁ~と思います。
都内から特急一本!甲府観光と白州蒸留所の極上ウイスキーの旅!
気まぐれANA旅!番外編!新宿から特急「あずさ」で甲府へ!でした。
★人気コンテンツのご紹介!
<人気> 基本編!ANAマイルを簡単に貯める方法!「マイルが貯まる仕組み」
<人気> 応用編!ANAマイルを爆発的に貯める方法!「マイル倍増の極意」
<人気> 最新版!最も効率よくSFC修行をする方法!「SFC修行の極意」
★ご参考になりましたら、ポチッとして頂けましたら嬉しいです!